甲酸储氢制氢技术进展
氢是具有强还原性、高能量密度和零排放优点的还原剂和能源载体,在工业生产、钢铁冶炼、新能源领域都有着广泛的应用。
传统制备氢气途径有很多,例如电解水制氢、天然气制氢以及煤制氢等。煤制氢工艺虽然技术成熟,但是投资成本较高,只适合大规模生产;天然气制氢工艺已大规模应用到实际生产中,随着天然气储量减少和价格的快速上涨,此工艺未来的发展空间可能越来越小;电解水制氢工艺则缺点很明显,耗电量大。
传统氢气运输采用约20MPa的高压储氢长管拖车,其氢气装卸过程繁琐:包含加压、装载、运输、卸压等多步过程(单次充/放一车氢气所耗时间约4-5小时),成本十分高昂(运输成本:9-10元/kg氢气/100公里),且储力十分低下(以30吨载重量的长管运氢拖车为例,仅能携带300Kg氢气),便捷性差。更无法实现其像石油、天然气一般,在应用终端广泛、高效的覆盖。此外在氢用户终端,广泛使用的40L的高压储氢瓶单瓶储氢量仅为0.5kg,而整体重量高达100kg,单公斤用户到手价超过100元。
目前,氢能在助力低碳工业生产、交通领域发展的道路上,面临着一个重要的瓶颈问题:氢气从生产初端到使用终端安全高效储运十分困难。
因此,开发高效的氢气储/运/制技术和模式已迫在眉睫。
化学物质储制氢得到了力捧
与传统的压缩储氢及价格高昂的液态储氢法不同,目前以化学物质为氢气载体,在温和条件下完成对氢气的储存与运输,并在用户终端需要用氢时将其高效分解放出,做到即需即产、即产即用,已成为当下氢能利用发展的主流热点。但基于水、甲醇/氨等化学品的制氢模式也分别面临高能耗、本身有毒易燃等瓶颈问题。
01氨制氢
氨虽具有较高的储氢量,氨制氢本身能耗很高(>500℃),且氨自身存在易爆、强腐蚀、氮氧化物污染的问题。氨在仓储使用时,必须遵循甲类化学品的储存标准,管理严格,储存量十分有限。
02甲醇制氢
甲醇本身具有具毒性,且极易燃,安全系数低,此外甲醇重整制氢一般需要250℃以上的高温及30-50个大气压的高压,因此甲醇在仓储使用时,必须遵循甲类化学品的储存标准,管理严格,储存量十分有限。
03有机化合物储制氢
环己烷、甲基环己烷(MCH)等利用某些不饱和有机物与氢气进行可逆加氢和脱氢实现氢气的储存和运输,其优点是储氢容量大,密度高(5-7.5wt%),但是脱氢的反应温度高、能耗高,设备费用高,且催化剂活性不稳定。
04甲酸制氢
甲酸(HCOOH, FA)是最简单的含氢一元有机羧酸, 具有较高的体积储氢量(53g/L), 在合适的催化剂作用下, 温和条件(室温~150℃)即可分解释放H2。甲酸来源广泛、毒性较低、常温常压为液态、性质稳定、不易燃烧、运输和储存安全方便, 相比甲醇和氨均属于甲类危化液态化学品,甲酸属于丙类,甲酸在堆放标准和总量等方面都具有明显的安全优势,是一种极具潜力的化学储氢材料。
甲酸(HCOOH)极具潜力的化学储氢材料
甲酸常用于食品、纺织行业中的添加剂、防腐剂、杀菌剂和染料等。甲酸因为较低的毒性、常温常压为液态、性质稳定、不易燃烧、运输和储存安全方便等特性,被认为是一种极具潜力的化学储氢材料。以甲酸为储运制氢介质,实现氢气高效的即需即产、即产即用,能较好解决现有氢能源技术在推广应用的三大痛点,即:难储存、难运输、难制取使用。
甲酸在常温常压下即可发生分解脱氢反应释放H2,甲酸吸附到催化剂表面,O—H键断裂,生成HCOO-和H+;HCOO-接着发生β-H消除,C—H键断裂,生成CO2并释放H+;H+和步骤1生成的H+结合,生成氢气,完成脱氢。但是,甲酸脱氢反应通常会受到脱羰(脱水)途径的竞争,产生H2O和 CO等副产物。因此,高活性、高选择性催化剂的设计及制备,是发展甲酸制氢的关键问题之一。

甲酸制氢催化剂研究进展
01气相甲酸分解制氢
在较早时期,研究者首先以气态甲酸为反应物,对其分解产氢模型反应的相关物理化学性质进行了研究。
02多相催化液相甲酸分解制氢
在以液态甲酸为氢能载体的分解制氢催化剂设计与研究方面,多相催化剂因其容易制备、稳定性好,对空气水汽不敏感,容易分离回收等优势受到了广泛关注。
尽管非均相催化剂具有可回收等优势,且研究人员在非均相催化甲酸产氢领域取得了显著进展,但其较低的转化效率及非单一的材料结构限制了其精确研究和大规模应用甲酸产氢技术的可行性。
03均相催化液相甲酸分解制氢
相比非均相催化剂,均相催化剂接触面积大而使活性较高,催化剂结构单一而使选择性较好,且与甲酸的形态相似(液态),有望实现甲酸制氢工业化的应用。
而与非贵金属体系相比,贵金属催化剂如(Ir、Rh、Ru、Au)表现出更高的TOF及稳定性,因此,如果能够有效控制贵金属催化剂的使用量及配方,降低成本,提高单位活性位点的转化效率和稳定性,则有望实现其大规模生产与应用。
与Rh(3346元/g)、Ir(1100 元/g)、Au(350 元/g) 等较为昂贵的贵金属相比,Ru(152元/g) 的价格最为低廉,因此钌基催化剂也是最有希望应用于工业化规模生产的甲酸制氢催化剂。
撬装式甲酸制氢系统
甲酸具有高的体积储氢密度和高安全性,将甲酸作为储氢介质,开发甲酸分解制氢应用,或进一步利用氢气为燃料电池系统提供原料,可促进氢能的发展。且该类撬装式设备具有体积小、重量轻、易于运输和部署等优点。
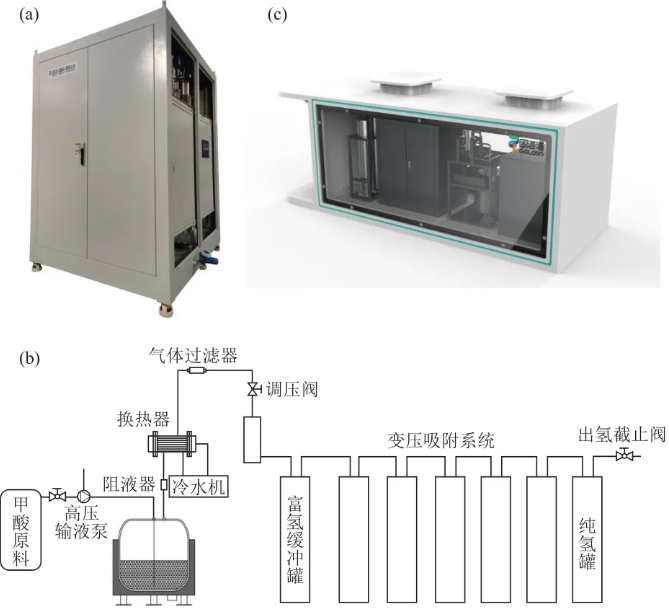
厦门固洛潽能源科技有限公司与全球甲酸龙头企业深度合作,率先在国内布局了甲酸制氢相关企业标准,并在2023年推出了国内首套30kg/d(约15m3/h)撬装式甲酸制氢设备(图(a))。
该设备基于Ru基均相催化剂及耦合智能动态回流的变压吸附系统,使用质量分数85%的甲酸,在低温(<150℃)低压(<2MPa)条件下,制得氢气纯度大于99.99%,输出压力0.80~0.95MPa,占地面积仅4m3,平均能耗小3kW。橇体内(图(b))包括甲酸高压输液、甲酸催化裂解重整、杂气过滤和变压吸附(PSA)、控制系统和泄漏预警系统等单元,并辅助换热系统将高温气体降温回收热量。
相比集中式制氢和长管束拖车运氢等方式,撬装式甲酸制氢系统更贴近用户,可直接服务于氢气储运成本高的生产制造产业,基于完善的化学品物流链,提供稳定、安全的氢源,是化工与氢能产业协同发展的重要形式。
预计到2030年,预计全球工业用氢量将增长到7000×104t,即年度复合增长率需达到4%。对于中小型工业用氢需求,目前解决方案是通过20MPa 高压钢瓶进行运输和使用,其成本(含税、运费和组架租金)高达7.5~15CNY/m3。
近年来,安徽、广东和辽宁等省已明确出台政策支持撬装式制氢。未来经过进一步放大,橇装甲酸制氢装置有望与加氢设备进一步耦合,氢气经多级压缩后以不同压力储存,方便氢气直接加注,实现对外充装(图(c))。该类型设备在化工、制药、电子和冶炼等行业将有较大应用潜力。
